leave a message
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.

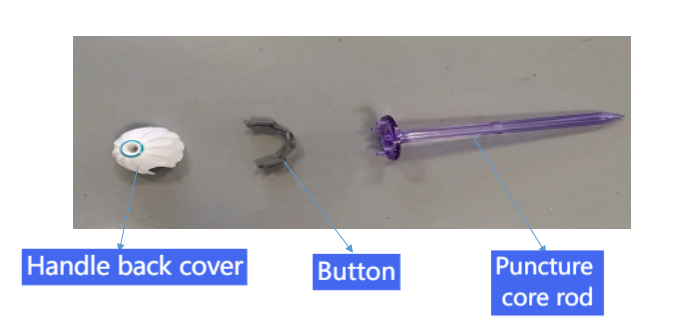
Puncture Core Rod is a core component in medical interventional devices and minimally invasive surgical instruments. Usually in the form of an elongated rod, it is mainly used for medical operations such as puncture positioning, tissue biopsy, and drug delivery. As a core functional part of instruments like puncture needles and biopsy needles, it features high precision, high strength, and biocompatibility.
This equipment automatically feeds puncture core rods, buttons and handle back covers, assembles buttons and handle back covers automatically, and finally discharges finished products to complete the fully automated assembly process.
ModelNo. :
Synrit-PCR1Capacity :
800PCS/HOperating Personnel :
1 persPower :
3KWcompatible :
10/12MMAll of our equipment are compatible with non-standard customization. We can tailor-make exclusive automation solutions based on the client’s production line scale, product processes and industry compliance criteria.
Features
1. Higher efficiency
2.Lower labor cost
3.Consistent insertion quality
4.Fewer errors
5.Stable automated workflow
Process Description
This equipment automatically feeds puncture core rods, buttons and handle back covers, assembles buttons and handle back covers automatically, and finally discharges finished products to complete the fully automated assembly process.
| No. | Description | Attached Drawing | Number of Operators | Remarks |
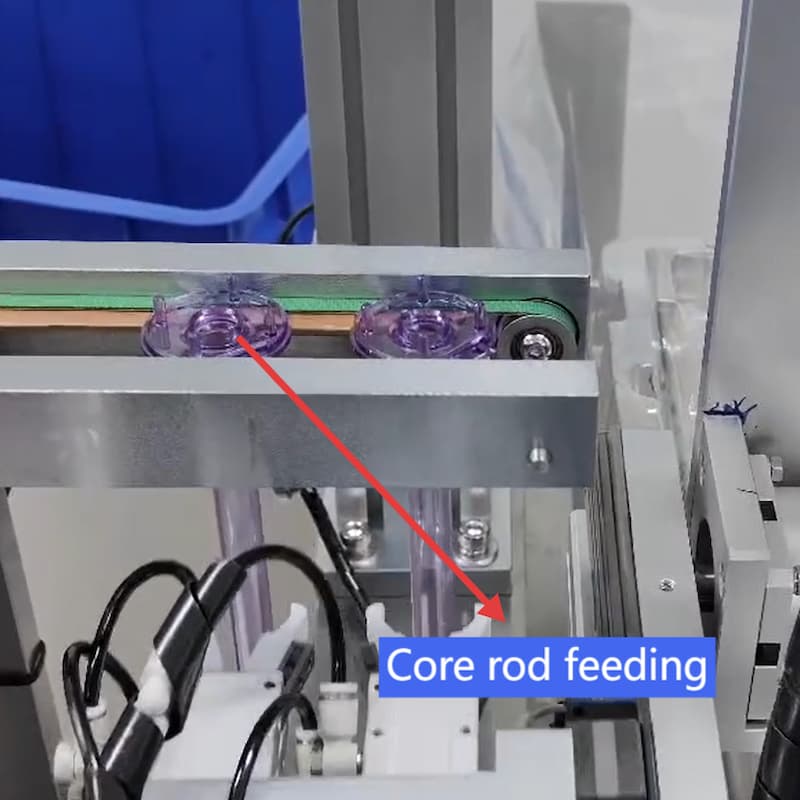
| 1 | Automatic Picking and Loading of Puncture Core Rods | - | 0 | Automatic feeding via pallet |
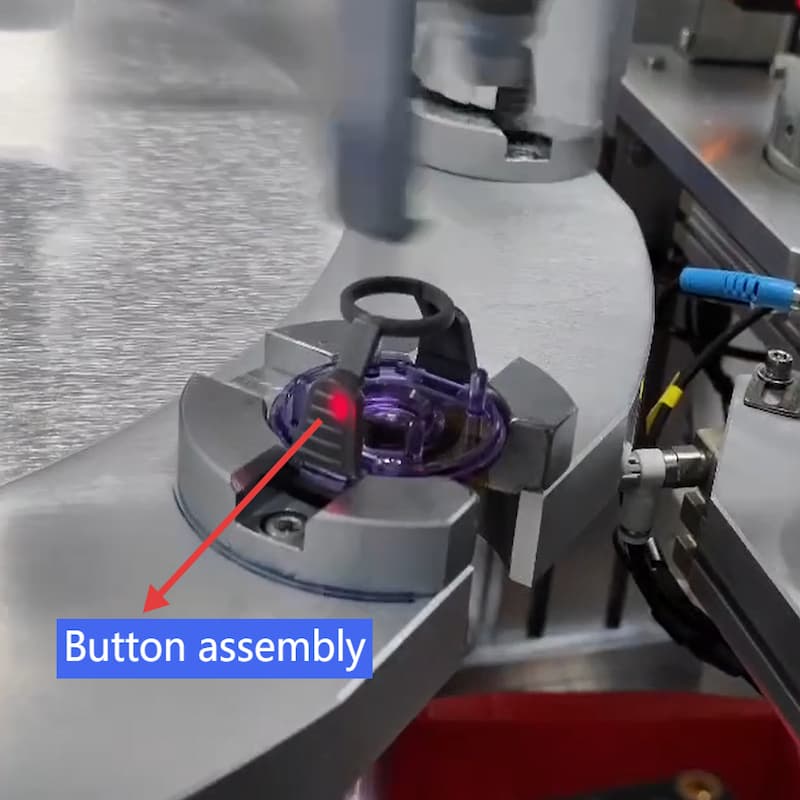
| 2 | Automatic Button Assembly | - | 0 | Automatic feeding via vibratory feeder |
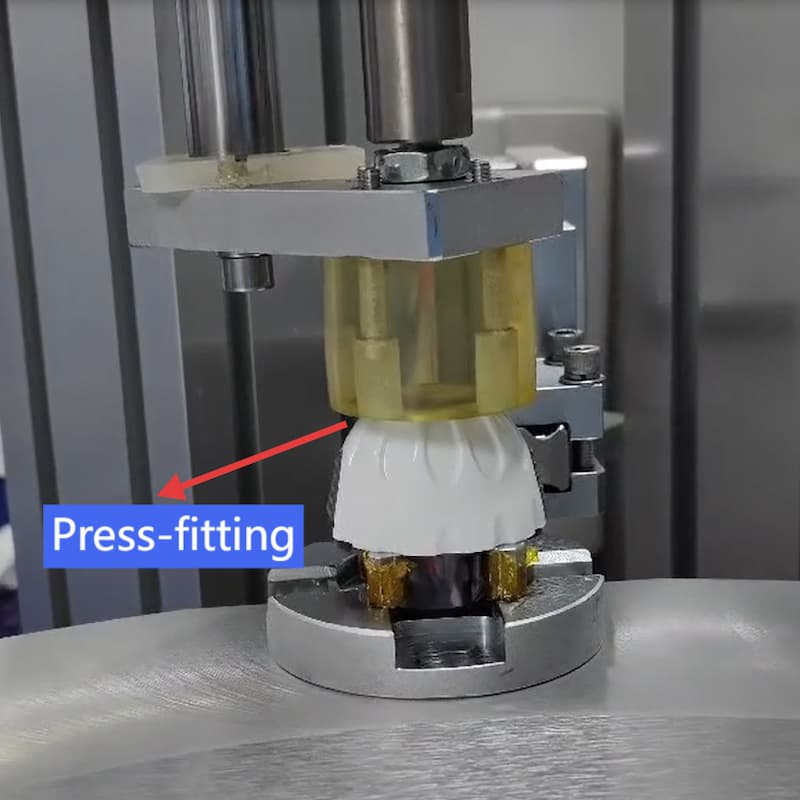
| 3 | Automatic Handle Back Cover Assembly | - | 0 | Automatic feeding via vibratory feeder |
| 4 | Automatic Finished Product Discharging | - | 0 | Discharged into material bin |
Product Parameters
| Equipment name | Automatic Puncture Core Rod Assembly Machine |
| Material | High strength aluminum, steel |
| Function | This production line completes components assembly of Puncture Core Rod |
| Applicable product size | Length: 130 mm |
| Operation mode | Handle and touch screen |
| Equipment power | 3KW |
| Equipment Voltage AC | 220V 50Hz |
| Equipment model | Synrit-PCR1 |
| Equipment size | 2*1.5*1.5M |
| Colour | Industrial white |
| Shape | Class cubes |
| Production speed | 800 pcs/h |
| Apply product |
Punture core rods |
| MOQ | 1pcs |
Equipment Component Configuration List
| Item | Brand | Remarks |
| Guide Rail, Slider | Taiwan Hiwin/Airtac | Genuine |
| Pneumatic Components | AIRTAC/SMC | Genuine |
| PLC | Delta Electronics | Genuine |
| HMI | Delta Electronics | Genuine |
| Relay | Omron | Genuine |
| Switching Power Supply | DALTA, MEANWELL | Genuine |
| Asynchronous Motor | Jingyan | Genuine |
| Indexer | Shandong University Ruihua | Genuine |
| Servo Motor | Delta Electronics/Mitsukawa | Genuine |
| Stepper Motor | XFY | Genuine |
| Frequency Inverter | Delta Electronics | Genuine |
| Encoder | Omron | Genuine |
| Bearing | NSK, HRB | Genuine |
| Sensor | Panasonic | Genuine |
| Magnetic Switch | AIRTAC | Genuine |
FAQ
1. What are the key points of daily maintenance for the puncture core rod assembly equipment?
2. What are the common materials of puncture core rods, and what requirements do different materials impose on assembly equipment?
The mainstream materials are medical stainless steel (304/316L) or rigid medical plastics. For stainless steel core rods, the equipment must be equipped with wear-resistant gripping fixtures to avoid surface scratches; for plastic core rods, it is necessary to control the pressure of the press-fitting station to prevent component deformation, and the feeding system must adopt anti-static devices.
3. How to ensure the sterility of automatically assembled puncture core rods?
Control is required from both equipment and process dimensions: ① Equipment contact components (such as fixtures and feeding channels) are made of stainless steel that can be sterilized at high temperatures; ② The assembly environment must maintain a class 10,000 cleanliness level, and the equipment is equipped with built-in dust removal/ultraviolet disinfection modules; ③ Finished products are directly discharged into sterile material bins after assembly to avoid secondary pollution.
4. Can the puncture core rod assembly equipment adapt to products of different specifications (e.g., 8MM/12MM)?
Flexible switching is supported, but three types of components need to be replaced: ① The feeding channel of the vibratory feeder (to match core rods/buttons of different sizes); ② The adapter head of the gripping fixture; ③ The positioning jig of the press-fitting station. The switching process can usually be completed within 30 minutes, and some equipment supports quick changeover modules.
5. What are the main items included in the finished product inspection after puncture core rod assembly?
The core inspection items include: ① Component connection strength (tested by tensile force, usually requiring ≥50N); ② Appearance defects (such as scratches and burrs, identified by a visual inspection system); ③ Dimensional accuracy (such as the coaxiality between the core rod and the handle, with a tolerance requirement of ≤0.1MM). Inspection data is synchronously recorded in the equipment system for easy traceability.



 IPv6 Network Supported
IPv6 Network Supportedleave a message
Scan to Wechat/Whatsapp :